Principali caratteristiche di questa tecnologia:
- Riduzione del peso
- Riduzione dei tempi di stampaggio
- Eliminazione dei ritiri in presenza di costolature o notevoli variazioni di spessore
- Possibilità di realizzare oggetti con cavità interne
- Non compromette le caratteristiche meccaniche dell’oggetto
I limiti propri dello stampaggio a iniezione convenzionale possono essere superati mediante la coiniezione di gas, consentendo l’adozione dei polimeri termoplastici in applicazioni da sempre riservate ad altri materiali.
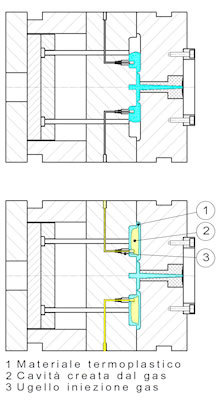
Lo stampaggio a iniezione assistito da gas consiste nell’introduzione di un gas inerte all’interno della massa fusa precedentemente iniettata in uno stampo.
Nei casi più comuni, il processo inizia con l’iniezione di una quantità di materiale plastico pari a 60÷98% del volume della cavità dello stampo.
Con l’iniezione di gas all’interno di questa massa fusa, si forma una bolla che rimane collegata al punto di iniezione del gas, la cui pressione deve riuscire a spingere il materiale plastico fino a riempire completamente la cavità dello stampo
La pressione sul gas viene mantenuta fino al raggiungimento della temperatura di estrazione del pezzo.
In questa fase, la pressione sul gas deve compattare adeguatamente il materiale plastico, comprimendolo contro le pareti dello stampo.
La contrazione volumetrica del materiale per effetto del raffreddamento determina un progressivo ampliamento della bolla, mentre esternamente il materiale rimane perfettamente aderente alle pareti dello stampo. Infine avviene la decompressione della bolla di gas, l’eventuale recupero dello stesso e l’apertura dello stampo.
Il sistema è utilizzabile con tutti i principali tipi di materiali termoplastici, amorfi e semi-cristallini, anche caricati.
Si otterranno spessori diversi della parete solidificata in funzione delle caratteristiche reologiche e termiche dei materiali: i materiali semicristallini danno luogo a pareti più sottili, mentre quelli amorfi consentono la formazione di pareti più spesse.
I settori in cui è stato sviluppato il maggior numero di applicazioni sono automotive, elettrodomestici, arredamento, elettronica professionale e di consumo, oggettistica.
Forme di attuazione
Il gas può essere iniettato con ugelli ad aghi inseriti nello stampo. Gli ugelli ad aghi per l’iniezione del gas nello stampo consentono di creare nello stesso pezzo anche più di una bolla di gas, che può essere iniettato là dove serve, utilizzando pressioni più basse. Si determinano velocità di avanzamento del fronte del fuso più simili a quelle provocate dalla spinta della vite nella prima parte del riempimento, limitando le variazioni di brillantezza (gloss) e la comparsa di linee di esitazione.
Vantaggi e limiti di questa tecnologia
La coiniezione di gas trova applicazione nella realizzazione di componenti a spessore elevato, a spessore limitato (che richiedano nervature con funzioni strutturali), di forma complessa, aventi spessori differenziati e lunghi percorsi di flusso. Con questa tecnologia sono possibili forme innovative, con una libertà di progetto assolutamente sconosciuta nello stampaggio convenzionale, potendosi realizzare sezioni molto diverse da punto a punto dello stesso componente.

Questo consente anche la realizzazione in un solo pezzo di prodotti normalmente costituiti di più parti eliminando le successive operazioni di assemblaggio. Inoltre gli stampi possono essere notevolmente semplificati, eliminando sottosquadri e relativi meccanismi. La riduzione della forza di chiusura stampo è conseguente alla minore caduta di pressione durante la fase dinamica di riempimento e alle pressioni ridotte che possono essere utilizzate in fase di mantenimento, per componenti a parete sottile accoppiata a grosse nervature, può arrivare ad oltre il 75%. Per componenti di elevato spessore, la riduzione del peso del prodotto può raggiungere il 50%. Il miglior rapporto peso/prestazioni è dovuto alla formazione di nervature cave che riducono il peso e aumentano la rigidità.
La riduzione del tempo di riempimento è resa possibile dallo scorrimento facilitato del polimero nelle sezioni elevate destinate ad essere successivamente occupate dal gas. La riduzione del tempo di raffreddamento è determinata sia dal minore spessore delle pareti solide che dal migliore scambio termico tra polimero e cavità dello stampo. Per componenti di elevato spessore il tempo di ciclo può essere ridotto fino al 50%. Per componenti a spessore limitato il tempo di ciclo non viene penalizzato dalla presenza di nervature. L’ottimizzazione delle caratteristiche meccaniche, data da un migliore rapporto peso/prestazioni, può essere ottenuta grazie all’assenza di stress sul materiale durante la fase di riempimento, alla riduzione dei tensionamenti interni, alla presenza di nervature cave. Altri vantaggi sono un migliore aspetto superficiale, grazie all’eliminazione dei risucchi in corrispondenza di spessori differenziati delle pareti, planarità e stabilità dimensionale. La distribuzione uniforme della pressione minimizza i ritiri differenziali e i tensionamenti interni, che sono causa delle deformazioni post-stampaggio.
Alcuni accorgimenti
Questa tecnologia rende necessaria l’adozione di opportuni accorgimenti per superare alcuni inconvenienti.
Il manufatto deve avere una morfologia tale da consentire la formazione delle vene cave necessarie al passaggio del gas, cioè deve essere progettato in funzione del processo, il manufatto presenta uno o più fori in corrispondenza del punto di iniezione e di uscita del gas, la chiusura di questi fori, che possono essere posti in una parte non visibile del prodotto, può essere necessaria se influisce sull’aspetto o sulla funzionalità del prodotto, come nel caso di successiva cromatura o verniciatura.

In funzione del materiale in uso può presentarsi una diversa lucentezza superficiale in corrispondenza dei canali di gas, che può essere minimizzata, ma non eliminata, ottimizzando i parametri di processo, con un’opportuna finitura superficiale dello stampo (ad es. Goffratura) oppure facendo corrispondere il canale di gas ad una variazione di piano o ad una discontinuità della superficie. Il numero massimo di impronte è limitato dalla difficoltà di bilanciare correttamente la distribuzione del materiale plastico.
Tipologia di impianto
Un impianto per lo stampaggio a iniezione assistito da gas si compone di pressa a iniezione, sistema di controllo del gas, uno o più ugelli di iniezione del gas nella massa fusa, uno stampo opportunamente progettato.
La pressa ad iniezione è una macchina sostanzialmente convenzionale, alla quale si richiedono però capacità di produrre una massa fusa di perfetta omogeneità, per consentire al gas di esercitare una spinta sulla stessa, senza penetrarvi attraverso linee di minore resistenza. È necessario inoltre un’elevata precisione nel controllo della dose e nella fase dinamica di riempimento, in quanto è necessario realizzare delle stampate incomplete di peso rigorosamente costante.
Peculiarità dei prodotti e degli stampi
Poichè le dimensioni, la forma e la posizione dei canali interni sono in buona misura determinate dalla morfologia della cavità dello stampo, l’iniezione assistita da gas dà i migliori risultati quando la sua adozione viene decisa fin dall’inizio della progettazione del manufatto. La fine dei canali da svuotare deve coincidere con la parte terminale del percorso di riempimento. Lo spessore dei canali per il gas, orientati nella direzione principale del flusso, deve essere significativamente maggiore di quello delle pareti sottili destinate a rimanere piene, per evitare la penetrazione del gas nelle pareti stesse, ma non dove essere tanto grande da determinare flussi preferenziali troppo importanti, pena la comparsa di linee di saldatura e sacche di aria intrappolata. La rete di canali può essere lunga e complessa, ma è necessario evitare canali che richiudano su se stessi.
Le nervature devono essere per quanto possibile uniformi per sezione e lunghezza. A causa delle grosse sezioni di scorrimento, l’effetto della forza di gravità non è più trascurabile, e deve essere considerato nel determinare l’orientamento ottimale delle cavità. Perde invece importanza il bilanciamento delle forze che tendono ad aprire lo stampo. Dal punto di vista costruttivo, gli stampi sono sostanzialmente convenzionali, mentre cambia il dimensionamento dei canali di colata, che deve consentire un buon riempimento della cavità, senza peraltro dover garantire la possibilità di compattamento del pezzo. Queste semplici regole hanno solo valore indicativo, e bisogna mettere in bilancio una messa a punto dello stampo più laboriosa rispetto allo stampaggio convenzionale.